The key parameter is spindle speed reduction — typically to 40,000–60,000 RPM for PTFE vs 80,000–120,000 RPM for FR4. Lower spindle speed reduces friction heat, keeping the PTFE below its softening temperature during drilling. Feed rate and retract rate are also reduced to prevent tearing of the soft PTFE and to avoid pulling debris back into the drilled hole.
What PTFE Smear Looks Like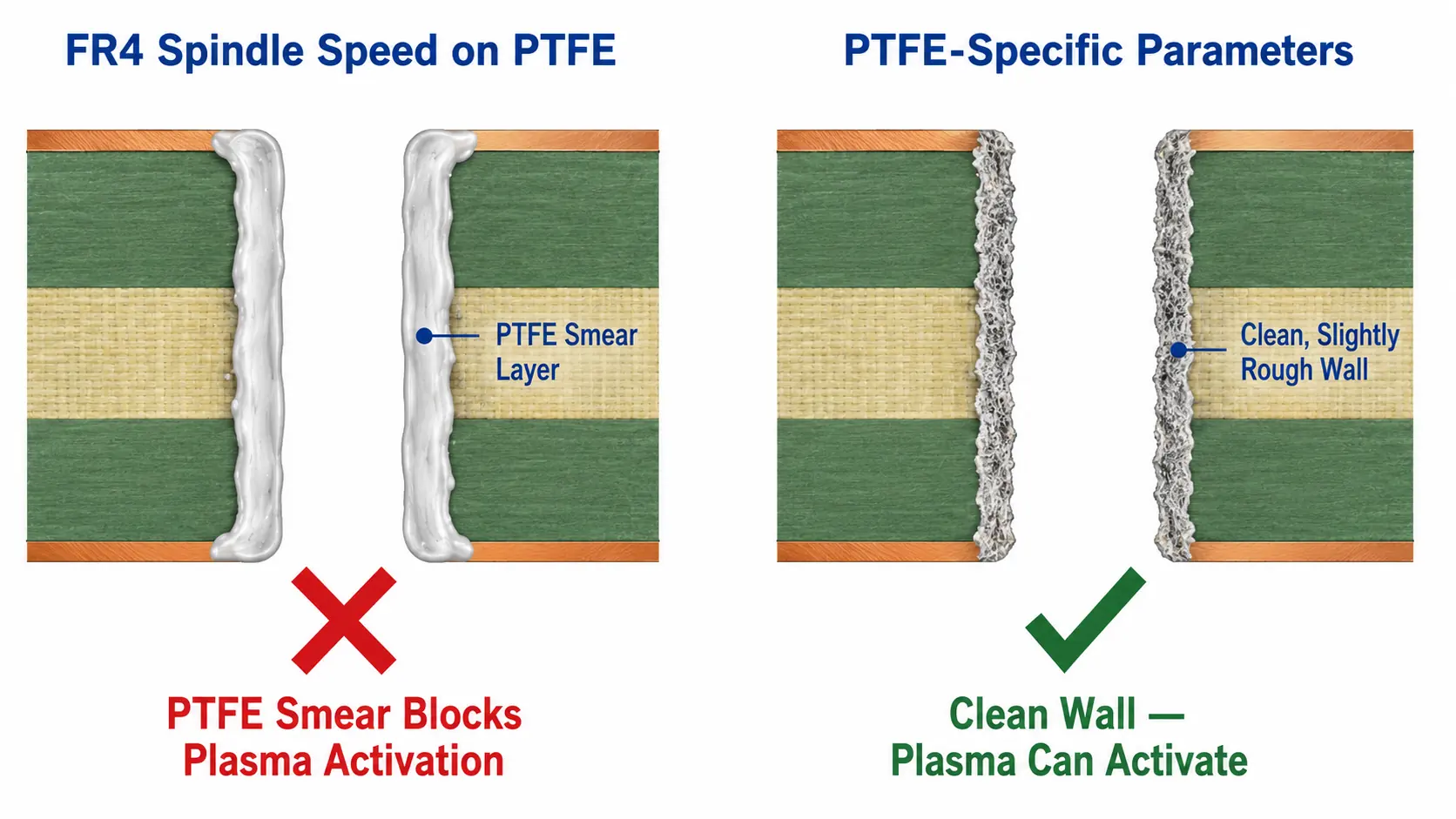
PTFE smear is not always visible under routine optical inspection. The hole may appear clean at low magnification. Under SEM (scanning electron microscopy) or cross-section analysis, smear appears as a smooth, continuous PTFE film covering the micro-roughness of the hole wall. A properly drilled PTFE hole wall has visible micro-texture from the drill cut — this texture is what plasma activation enhances to allow copper adhesion.
Entry and Backup Material Requirements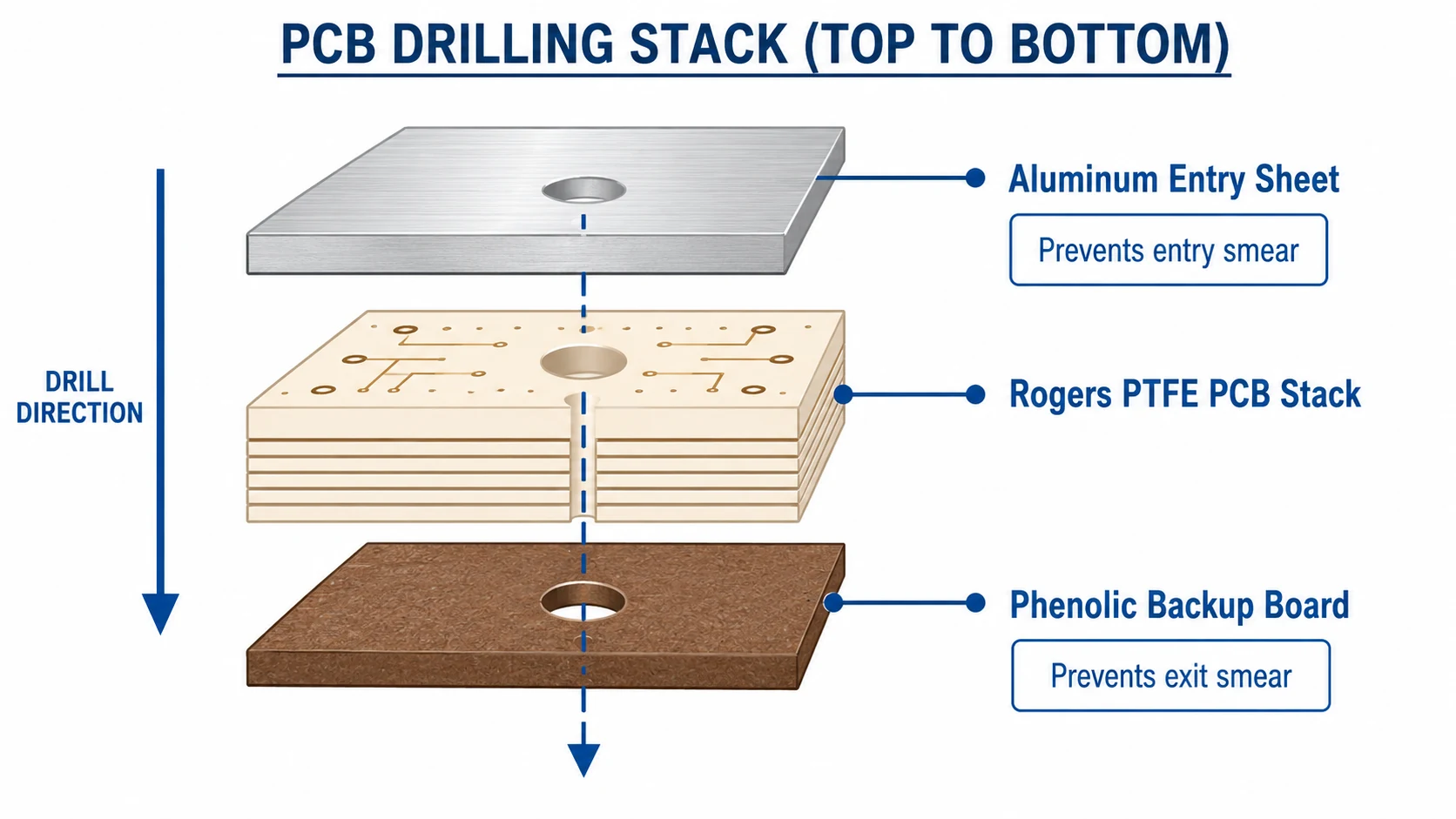
Entry Material (Top of Stack)
Entry material is placed on top of the PCB stack before drilling. For PTFE, aluminum sheet is standard — it conducts heat away from the drill entry point, reducing the thermal spike as the bit enters the soft PTFE surface. The aluminum also provides a clean, rigid entry surface that prevents the drill from wandering at entry.
Backup Material (Bottom of Stack)
Backup material is placed under the PCB stack. For PTFE, phenolic (hard paper-based) backup board is required. At exit, the drill pulls PTFE material downward — without a firm backup board, this exit force creates PTFE smear at the bottom of the hole. Phenolic provides the correct support stiffness to prevent exit smear without damaging the drill bit.
Stack Height
PTFE drilling typically processes fewer boards per stack than FR4 — often 1–2 boards per stack vs 3–5 for FR4. More boards per stack increases heat accumulation and smear risk. Reduced stack height is part of correct PTFE drill process setup.
Bit Life and Replacement
PTFE is abrasive and adheres to carbide drill bits. A worn drill bit with reduced cutting edge geometry smears more than a sharp bit. For PTFE, hit count per bit is reduced 30–50% compared to FR4. Using FR4 hit count limits on PTFE leads to increasing smear as the bit wears — the last holes drilled with a worn bit have significantly worse hole wall quality than the first.
How to Verify Your Factory Uses Correct PTFE Drill Parameters
- Ask directly: do you have separate drill programs for PTFE materials, or do you use the same parameters as FR4?
- Ask for the spindle speed used for RO3003 — a factory with PTFE capability quotes 40,000–60,000 RPM
- Ask whether PTFE is drilled in separate stacks from FR4 boards — it should be
- Request cross-section analysis photos from a previous PTFE order — clean hole wall with visible micro-texture confirms correct drilling
A factory that uses FR4 drill parameters on PTFE will not volunteer this information. The lead time test remains the fastest check: RO3003 prototype in 7–10 days indicates a factory with genuine PTFE process knowledge. FR4-equivalent lead time indicates a factory applying FR4 process to PTFE materials.
Which PTFE Materials Require Special Drilling
All PTFE-based materials require reduced spindle speed and PTFE-specific drill parameters:
- Rogers RO3003(Dk 3.0, PTFE ceramic)
- Rogers RT5880(Dk 2.20, PTFE glass) — softest, most prone to smear
- Rogers RT5870, RO3006, RO3010, RO6010
- Taconic TLY-5, TLP-5, RF-35, CER-10
- F4BM220, F4BTM series
Rogers RO4350B and RO4003C are hydrocarbon ceramic — not PTFE — and use standard FR4 drill parameters. See PTFE PCB plasma activation guide for the next process step after drilling.
Conclusion
PTFE PCB drilling requires reduced spindle speed (40,000–60,000 RPM), PTFE-specific feed and retract rates, aluminum entry material, phenolic backup board, and reduced bit hit counts. Using FR4 drill parameters on PTFE creates hole wall smear that blocks plasma activation and prevents copper adhesion — producing boards that pass initial testing and fail in the field. Riching PCB uses PTFE-specific drill programs for all RO3003, RT5880, Taconic and F4B orders. RO3003 and RT5880 in stock — no material procurement wait, 7–10 working day prototype. See PTFE PCB manufacturing overview for the complete process guide.